Организация рабочего места слесаря
 Скачать 1.15 Mb. Скачать 1.15 Mb.
|
Подготовка поверхности к опиливанию. Заготовку очищают металлическими щетками от грязи, масла, формовочной земли, окалины, литейную корку срубают зубилом или удаляют старым напильником. Закрепление заготовки. Обрабатываемую заготовку зажимают в тисках опиливаемой плоскостью горизонтально, на 8...10 мм выше уровня губок. Заготовку с обработанными поверхностями закрепляют, надев на губки нагубники из мягкого материала (медь, латунь, алюминий, мягкая сталь). Рабочая поза при опиливании. Положение корпуса работающего должна быть прямым и повернутым на 450 к верстаку. Левая нога отводится вперед по направлению движения напильника, правую отставляют в сторону под углом примерно 450 по отношению к левой ноге. Высота тисков должна быть такой, чтобы при наложении напильника правой рукой на губки тисков в локтевом сгибе образовался прямой угол. Хватка инструмента. Напильник берут в правую руку за рукоятку так, чтобы она уперлась в ладонь руки, четыре пальца захватывали ее снизу, а большой палец помещался сверху. Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20-30 мм от его носка. Приемы опиливания. При опиливании напильник двигают вперед и назад по обрабатываемой поверхности, нажимая на нее более или менее сильно при движении напильника вперед. Во время обратного хода нажимать на напильник не следует, но и снимать его с заготовки не надо, надо лишь отводить его назад совершенно свободно, скользя по поверхности изделия. При опиливании важно соблюдать координацию усилий нажима на напильник. Движение напильника должно быть горизонтальное. Нажимать на напильник надо с учетом точки его опоры на обрабатываемом предмете. При движении напильника вперед (рабочий ход) нажим правой рукой должен быть меньше, чем левой и постепенно увеличиваться, а левой уменьшаться. Когда точка опоры посередине напильника нажим правой и левой рук должен быть одинаковым. 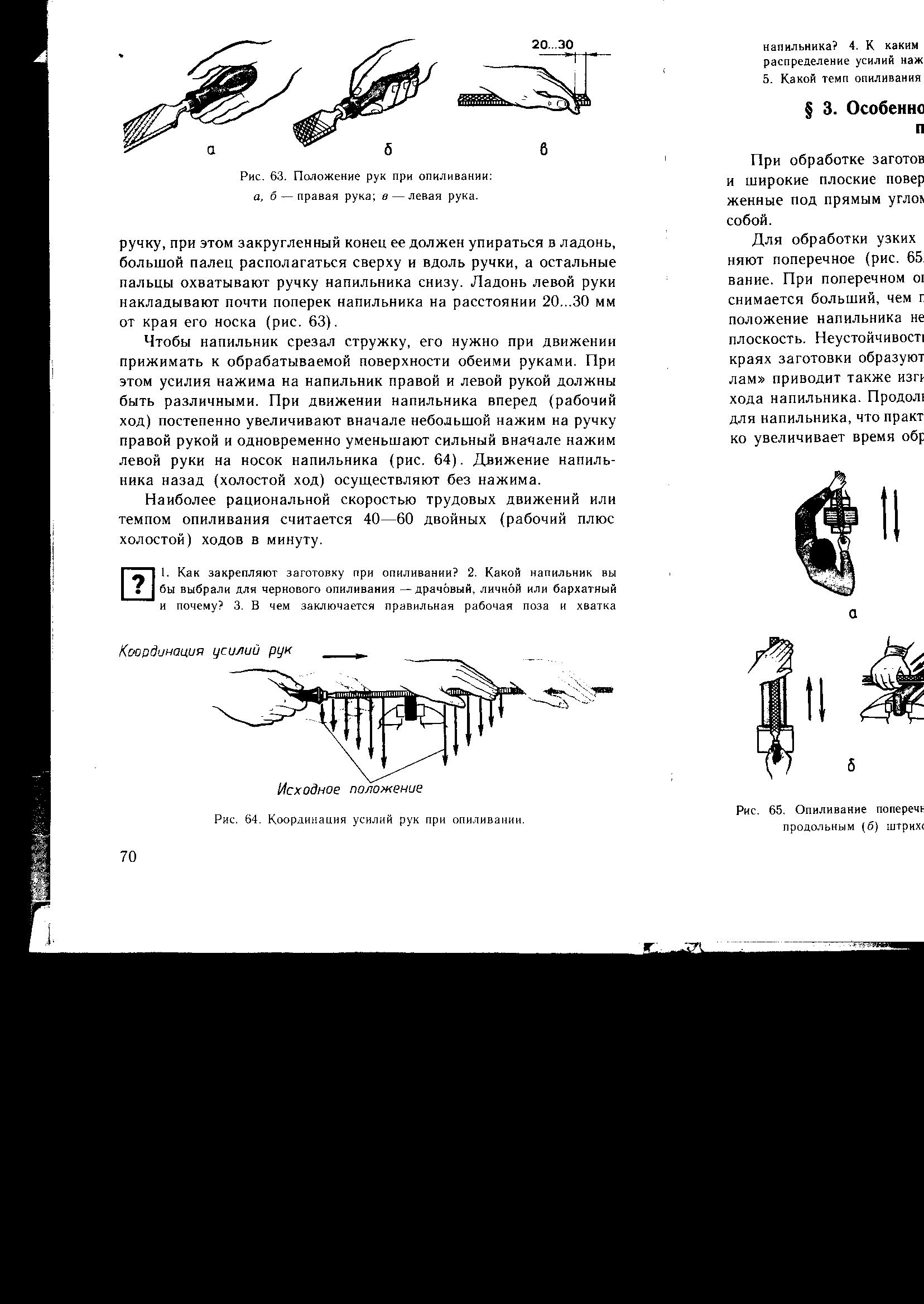 Наиболее рациональной скоростью трудовых движений или темпом опиливания считается 40-60 двойных (рабочий плюс холостой) ходов в минуту. Опиливание поверхностей является сложным трудоемким процессом. Чаще всего дефектом при опиливании поверхностей является отклонение от плоскостности. Работая напильником в одном направлении, трудно получить плоскую и чистую поверхность. Поэтому направление движения напильника, а следовательно, положение штрихов (следов напильника) на обрабатываемой поверхности должны меняться. Сначала опиливание выполняют слева направо (рис. а) под углом 30...400 к оси тисков, затем, не прерывая работы, прямым штрихом (рис. б, в); заканчивают опиливание косым штрихом под тем же углом, но справа налево (рис. г). Такое изменение направления движения напильника обеспечивает получение необходимых плоскостности и шероховатости поверхности.  Контроль опиленной поверхности. Для контроля опиленных поверхностей пользуются поверочными линейками, штангенциркулями, угольниками и поверочными плитами. Обработку начинают с грубой опиловки (точность 0,25 – 0,15 мм) затем производят точную обработку с помощью личных напильников (точность 0,05 – 0,02 мм). Возможный брак и меры предосторожности при работе напильником. 1. Неровности опиленных поверхностей и «завалы» краев заготовки возникают тогда, когда не соблюдаются усилия нажима на напильник левой и правой рукой. 2. Вмятины и повреждения необрабатываемых поверхностей заготовки происходят из-за сильного ее зажима в тисках без предохранительных губок. 3.Неточность размеров опиленной поверхности — это, как правило, результат неточности измерений, неисправности измерительного инструмента. Работа тупым, забитым опилками напильником ведет к задирам и грубым царапинам на обрабатываемой поверхности детали. Во время работы необходимо соблюдать следующие правила безопасности труда: 1. Заготовка должна быть надежно закреплена в тисках. 2. Ручка напильника должна быть исправной, без трещин и прочно насажена на хвостовик напильника.
Практическая работа: организация рабочего места, закрепление заготовки для опиливания, выбор напильников. Опиливание плоскостей. Контроль качества. Тема: Опиливание плоскостей расположенных под углом 900. Цель урока: научить обрабатывать поверхности расположенные под углом 900 друг к другу и контролировать качество работы с помощью слесарного угольника. Оборудование и наглядные пособия: напильники, наждачная бумага, слесарный угольник, заготовка, плакаты. Содержание: Опиливание поверхностей угольника, расположенных под прямым углом, связано с пригонкой внутреннего угла и сопряжено с некоторыми трудностями. Выбрав одну из поверхностей в качестве базовой (обычно принимают большую), опиливают ее начисто, а затем обрабатывают вторую поверхность под прямым углом к базовой. Правильность опиливания второй поверхности проверяют поверочным угольником, одну полку которого прикладывают к базовой поверхности. Опиливание поверхностей по внутреннему прямому углу ведут так, чтобы ко второй поверхности было обращено ребро напильника, на котором нет насечки. 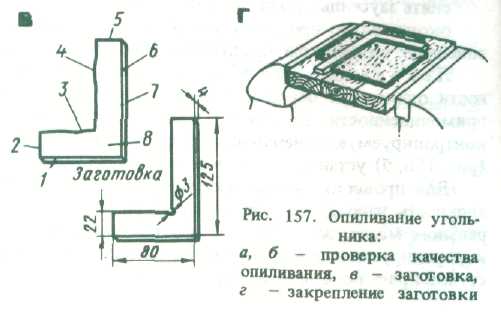 Последовательность изготовления угольника: 1. закрепить заготовку угольника в тисках в деревянном бруске; 2.опилить последовательно широкие поверхности 8 и 7 сначала плоским драчевым, а затем — плоским личным напильником; 3. проверить качество опиливания поверочной линейкой, параллельность поверхностей — кронциркулем, а толщину — штангенциркулем; 4. заменить деревянный брусок нагубниками, зажать угольник опиленными поверхностями 5. обработать наружную узкую поверхность б до получения прямого угла между ней и широкими поверхностями 8 и 7 угольника; 6. в такой же последовательности обработать узкую поверхность 1, проверяя ее угольником относительно поверхности б; 7. в вершине внутреннего угла просверлить отверстие ф 3 мм, а затем ножовкой сделать прорезь к нему шириной 1 мм для выхода инструмента и предупреждения трещин при закалке; 8. опилить последовательно внутренние узкие поверхности 3 и 4 под углом 90°, выдерживая при этом параллельность поверхностей 4 и 6, а также поверхностей 3 и 1, 9. опилить последовательно торцовые поверхности 5 и 2, выдерживая размеры по чертежу (125 и 80 мм); 10. снять заусенцы с узких поверхностей; 11. отшлифовать наждачной бумагой все поверхности угольника; на отшлифованных поверхностях не должно быть царапин и рисок. Безопасность труда при опиливании и при работе на сверлильном станке. Практическая работа: подготовка рабочего места, выбор напильника, разметка заготовки, изготовление угольника, контроль качества. Тема: Опиливание криволинейных поверхностей. Цель урока: научить приемам опиливания криволинейных поверхностей. Оборудование и наглядные пособия: напильники различного профиля, заготовки, чертилки, плакаты, шаблоны. Содержание: Многие детали машин имеют выпуклую или вогнутую форму. При опиливании и распиливании криволинейных поверхностей выбирают наиболее рациональный способ удаления лишнего металла. В одном случае требуется предварительное выпиливание ножовкой, в другом - высверливание, в третьем - вырубка и т. д. Слишком большой припуск на опиливание ведет к большому расходу времени на обработку, а слишком малый часто приводит к браку детали. Опиливание вогнутых поверхностей: 1. На заготовке разметить необходимый контур детали. 2. Большую часть металла в данном случае удалить вырезанием ножовкой, придав впадине в заготовке форму треугольника, или высверлить. 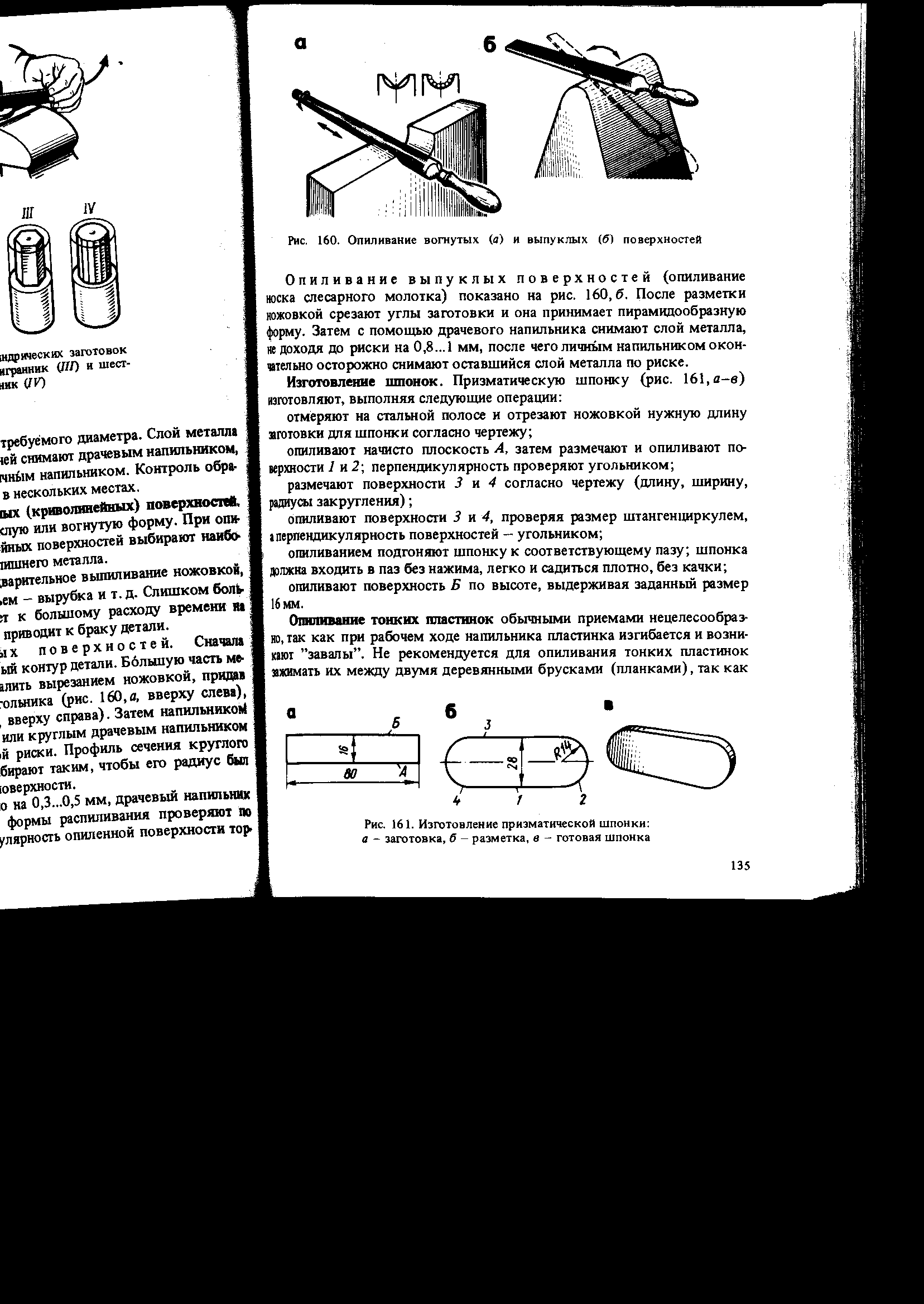 3. Полукруглым или круглым драчевым напильником спилить металл не доходя до линии разметки на 0,3-0,5мм. Профиль сечения круглого или полукруглого напильника выбирают таким, чтобы его радиус был меньше, чем радиус опиливаемой поверхности. 4. Личным напильником довести опиловку до линии разметки. Правильность формы распиливания проверяют по шаблону на просвет, а перпендикулярность опиленной поверхности торцу заготовки — угольником. Опиливание выпуклых поверхностей: 1. Разметить заготовку. 2. Спилить ножовкой углы заготовки. 3. Драчевым напильником снимают слой металла, не доходя до линии разметки на 0,8-1 мм. 4. Личным напильником снимают оставшийся слой металла. Практическая работа: упражнения по опиливанию криволинейных поверхностей. Тема: Распиливание отверстий. Цель урока: дать понятие о процессе распиливания отверстий и об особенностях выполнения этой операции. Оборудование и наглядные пособия: различные виды напильников, кернер, чертилка, молоток, линейка, заготовки, плакаты. Содержание: Распиливание- обработка отверстий с целью придания им нужной формы. Обработка круглых отверстий производится круглыми и полукруглыми напильниками, трехгранных — трехгранными, ножовочными и ромбическими напильниками, квадратных — квадратными напильниками. Подготовка к распиливанию начинается с разметки и накернивания разметочных рисок, а затем по разметочным рискам сверлят отверстия и вырубают проймы, образованные высверливанием. Наилучшей получается разметка на металлической поверхности, отшлифованной наждачной бумагой. Под распиливание сверлят одно отверстие, когда пройма небольшая; в больших проймах сверлят два или несколько отверстий в целях получения наименьшего припуска на распиливание. Большие перемычки трудно удалить из просверленной проймы, однако нельзя располагать отверстия и слишком близко во избежание сдавливания, что может привести к поломке сверла.  Распиливание в заготовке воротка квадратного отверстия: 1. Разметить квадрат, а в нем центр отверстия. 2. Просверлить отверстие сверлом диаметр, которого на 0,5 мм меньше стороны квадрата. 3. Квадратным напильником (надфилем) пропиливают четыре угла, не доходя до разметочных рисок на 0,5 - 0,7 мм. 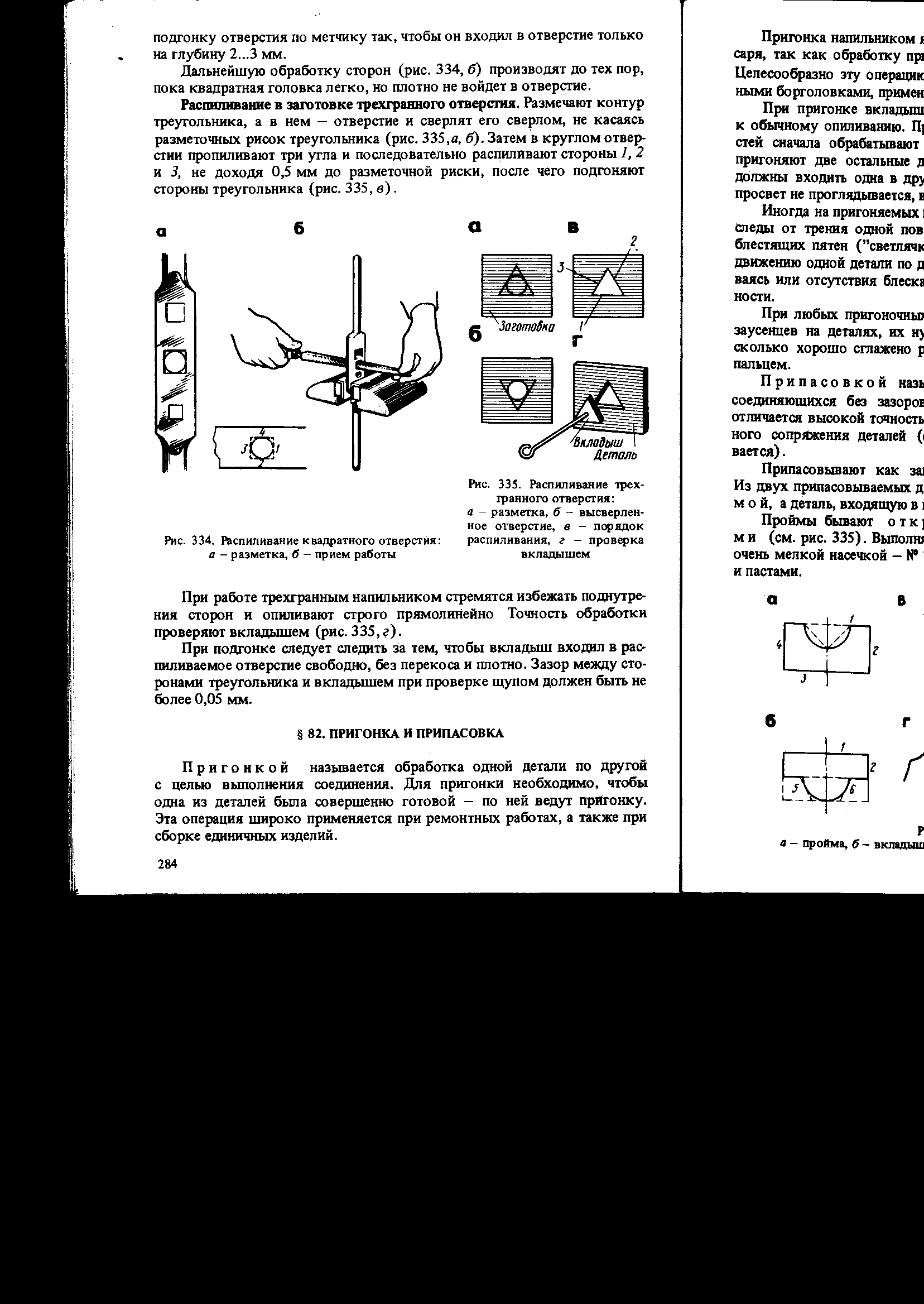 4. Распиливают стороны 1 и 3, затем 2 и 4. 5. Производят подгонку по метчику. Распиливание в заготовке трехгранного отверстия: 1. Разметить контур треугольника и центр отверстия в нем. 2. Сверлить отверстие. 3. Последовательно распиливают стороны 1,2 и 3 не доходя до линии разметки на 0,5 мм. 4. Подгоняют стороны треугольника, контролируя точность обработки вкладышем. Практическая работа: Разметка пройм и отверстий. Выбор формы и размеров напильников для распиливания. Распиливание пройм и отверстий различной формы. Тема: Рубка металла. Цель урока: рассказать о процессе рубки металла, назначении и устройстве инструментов для рубки. Научить безопасным приемам работы при рубке. Оборудование: зубило, крейцмессель, молоток, заготовки из металла, плакаты. Содержание: Рубка - слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла или заготовка разрубается на части. Рубка производится в тех случаях, когда по условиям производства станочная обработка трудно выполнима или нерациональна и когда не требуется высокой точности обработки. Рубка применяется для удаления (срубания) с заготовки больших неровностей (шероховатостей), снятия твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов, смазочных канавок, для разделки трещин в деталях под сварку (разделка кромок), срубания головок заклепок при их удалении, вырубания отверстий в листовом материале. Кроме того, рубка применяется, когда необходимо от пруткового, полосового или листового материала отрубить какую-то часть. Заготовку перед рубкой закрепляют в тисках. Крупные заготовки рубят на плите или наковальне, а особо крупные - на том месте, где они находятся. В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0,5 до 1 мм, во втором — от 1,5 до 2 мм. Точность обработки, достигаемая при рубке, составляет 0,4... 1 мм. При рубке, как и при большинстве слесарных операций (опиливании, сверлении, шабрении, притирке и др.) осуществляется резание - процесс удаления режущим инструментом с обрабатываемой заготовки (детали) лишнего слоя металла в виде стружки. Режущая часть (лезвие) любого режущего инструмента представляет собой клин (зубило, резец) или несколько клиньев (ножовочное полотно, метчик, плашка, фреза, напильник) с определенными углами. Чем острее клин, т.е. чем меньше угол, образованный его сторонами, тем меньшее усилие потребуется для его углубления в материал. 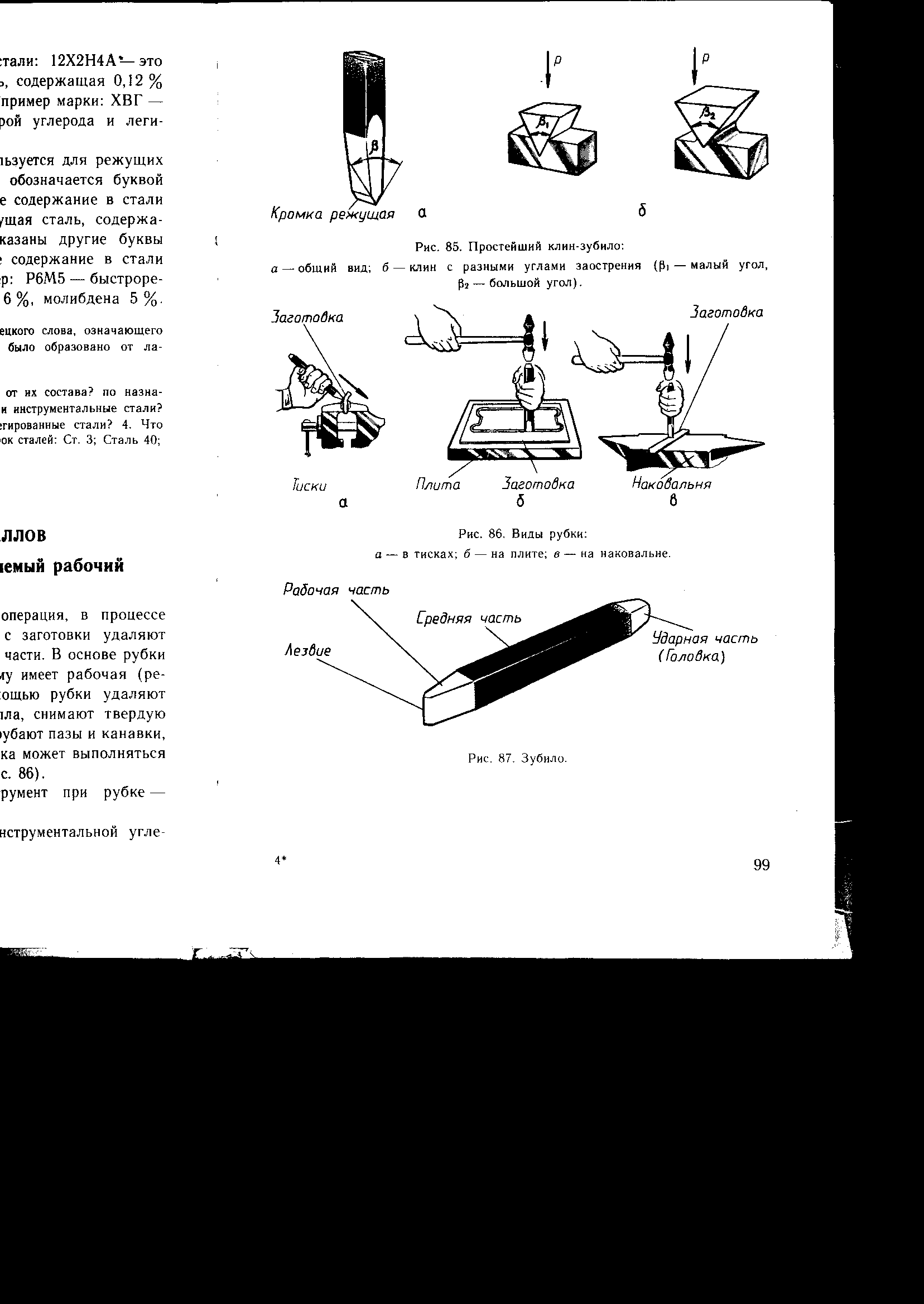 Для рубки используют слесарное зубило – стальной стержень, состоящий из трех частей: 1. Рабочей (клинозаточенной под определенным углом) от 35-700, в зависимости от твердости обрабатываемой детали. Твердая сталь, чугун -700, сталь средней твердости – 600, мягкие материалы (медь, латунь) – 450, для алюминиевых сплавов – 350. 2. средней – держат зубило при рубке. 3. ударной – ударяют по ней молотком. Зубила изготавливают различной длины и ширины. При рубке заготовку закрепляют в тисках немного левее правого края губок, чтобы оставалось место для установки зубила На рабочем месте должна быть установлена защитная сетка. При рубке корпус работающего должен быть выпрямлен и расположен в пол-оборота к оси тисков, а левая нога выставлена на полшага вперед. Зубило берут в левую руку за среднюю часть. Рубку в тисках можно выполнять по разметочным линиям и по уровню губок тисков. В первом случае заготовку закрепляют так, чтобы разметочная линия находилась на 1,5 – 2 мм выше губок тисков. Зубило помещают под углом 30-400 к обрабатываемой поверхности и 450 к продольной оси тисков. После каждого удара возвращают зубило в исходное положение. Во втором случае разметочные линии опускают ниже уровня губок тисков на 1,5-2 мм, чтобы после рубки остался припуск на чистовую обработку. В зависимости от толщины металла и его твердости, молотком наносят удары по зубилу различной силы. Различают следующие виды ударов: 1. Кистевой удар - замах молотком осуществляют только за счет изгиба кисти правой руки. Кистевой удар применяют при выполнении точных работ, легко рубке, срубании тонких слоев металла. 2. Локтевой удар – при этом ударе правую руку сгибают в локте. Для получения сильного удара руку разгибают достаточно быстро. Этим ударом пользуются при обычной рубке, срубании слоя металла средней толщины или прорубании пазов и канавок. 3. Плечевой удар - рука движется в плече, при этом получается большой замах и максимальной силы удар с плеча. В этом ударе участвуют плечо, предплечье и кисть. Плечевым ударом пользуются при снятии толстого слоя металла и обработке больших поверхностей. Если заготовку невозможно закрепить в тисках, её рубят на плите, при этом зубило ставят вертикально. Для вырубания узких пазов и канавок пользуются зубилом с узкой режущей кромкой – крейцмесселем. Безопасность труда. 1. Надежно закреплять заготовку в тисках. 2. Работать только исправным инструментом (без трещин, забоин, заусенцев). 3. Молоток должен быть прочно насажен на рукоятку. 4. Установить защитный экран. 5. Не стоять за спиной у работающего. 6. Во время рубки смотреть на режущую часть забила, а не на боек. 7. Удары наносить по центру бойка. 8. Не проверять качество рубки рукой на ощупь. 9. В конце рубки ослаблять силу удара. 10. Работать в защитных очках. 11. Для уборки отрубленных частиц металла с рабочего места использовать щетку-сметку. Практическая работа: организация рабочего места, разметка заготовок, рубка металла. Тема: Измерение размеров деталей с помощью штангенциркуля. Цель урока: ознакомить учащихся с устройством и принципом действия штангенциркуля, а также научить приемам измерения с помощью него. Оборудование: штангенциркули, заготовки для измерений, плакаты. Содержание: Штангенинструменты широко распространены в машиностроении. Их применяют для измерения наружных и внутренних диаметров, длин, толщин, глубин и т.д. Штангенциркуль ШЦ-I применяют для измерения наружных, внутренних размеров и глубин с точностью до 0,1 мм. Штангенциркуль имеет штангу 1, на которой нанесена шкала с основными миллиметровыми делениями. На одном конце этой штанги имеются измерительные губки 2 и 7, а на другом — линейка 6 для измерения глубин. По штанге перемещается подвижная рамка 3 с губками. 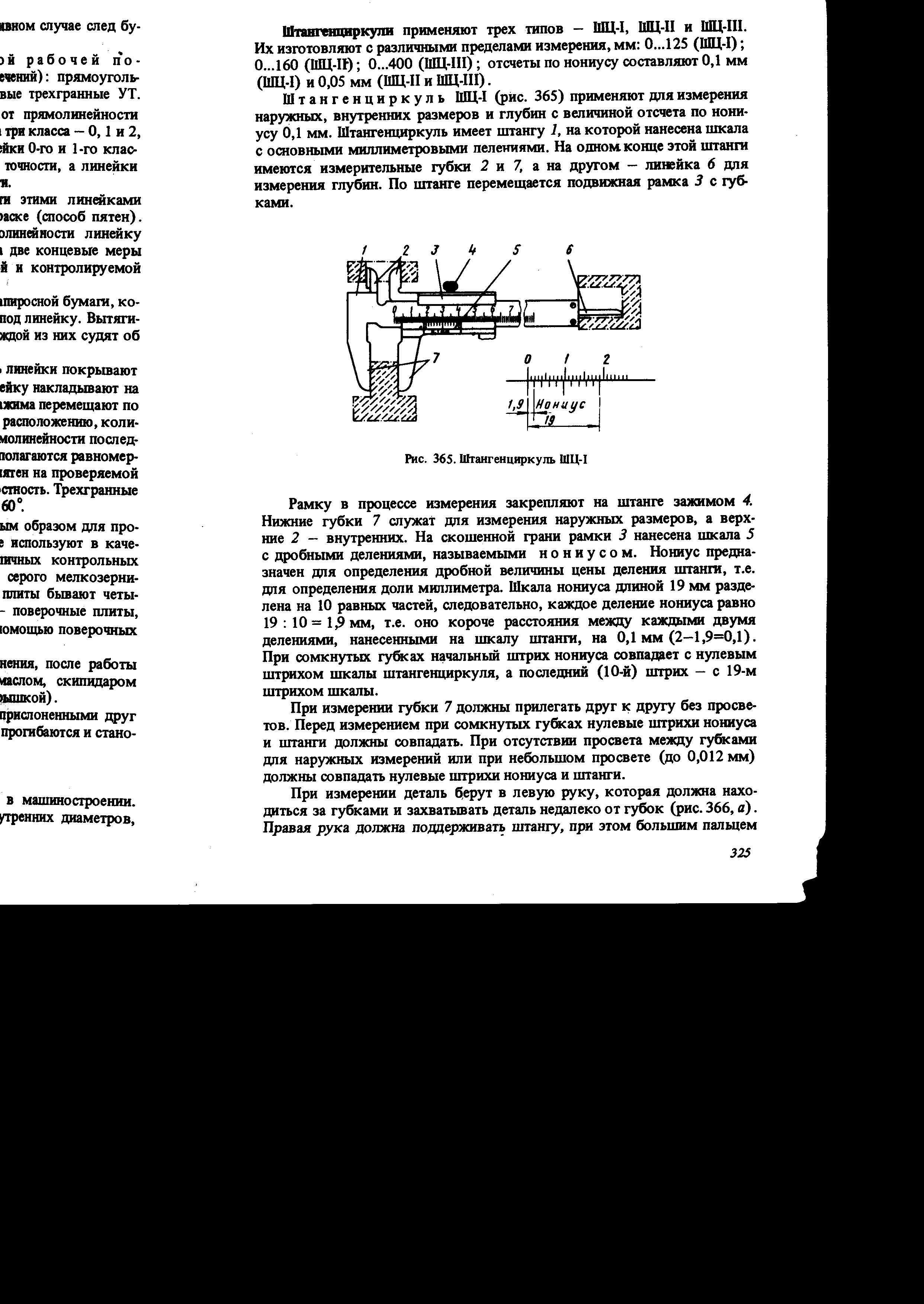 Рамку в процессе измерения закрепляют на штанге зажимом 4. Нижние губки 7 служат для измерения наружных размеров, а верхние 2 - внутренних. На скошенной грани рамки 3 нанесена вспомогательная шкала 5 – нониус. Она разделена на 10 равных частей, а вся длина нониусной шкалы составляет 19 мм следовательно цена одного деления равна 1,9 мм. Нониус предназначен для определения дробной величины цены деления штанги, т.е. для определения доли миллиметра. При сомкнутых губках начальный штрих нониуса совпадает с нулевым штрихом шкалы штангенциркуля, а последний (10-й) штрих — с 19-м штрихом шкалы. При измерении деталь берут в левую руку, которая должна находиться за губками и захватывать деталь недалеко от губок. Правая рука должна поддерживать штангу, при этом большим пальцем этой руки перемещают рамку до соприкосновения губок с проверяемой поверхностью, не допуская перекоса губок при нормальном измерительном усилии. Целое число миллиметров отсчитывают по шкале штанги слева направо нулевым штрихом нониуса. Десятые доли миллиметра отсчитывают по шкале нониуса, начиная от нулевой отметки до той риски, которая совпадает с какой-либо риской миллиметровой шкалы штанги. (Нулевой штрих не считается!). Штангенциркуль — точный и дорогостоящий инструмент и требует бережного к нему отношения. 1.Штангенциркуль как измерительный инструмент должен располагаться на рабочем месте отдельно от рабочего инструмента и так, чтобы им было удобно пользоваться. На него не должны попадать пыль, стружка, опилки. 2. После работы штангенциркуль нужно тщательно протереть, смазать и уложить в футляр. Во время хранения штангенциркулей измерительные поверхности их губок должны быть слегка разъединены, а зажим рамки ослаблен. 3. При измерении деталей нельзя сильно зажимать их, так как может возникнуть перекос рамки и показания будут неверными. 4.Нельзя допускать ослабления посадки рамки на штанге — это приводит к перекосу измерительных губок и к ошибкам в измерении. 5. Необходимо регулярно проверять точность показаний штангенциркуля, его исправность. 6. Перед началом работы штангенциркуль протрите чистой мягкой тканью, удаляя смазку и пыль (тщательно очищают измерительные поверхности губок). 7. Измерения выполняйте только чистыми сухими руками. 8. Измеряемые детали должны быть чистыми, сухими, без задиров и заусенцев. 9. Нельзя зачищать измерительный инструмент шлифовальной шкуркой или напильником. Практическая работа: Упражнения по измерению штангенциркулем. Тема: Свойства черных и цветных металлов. Сортовой прокат. Цель урока: ознакомить учащихся с черными, цветными металлами, их сплавами, основными свойствам и способами их обработки в зависимости от этих свойств. Познакомить со способами получения сортового проката и его профилями. Оборудование и наглядные пособия: образцы металлов и их сплавов, плакаты, кернер, молоток. Содержание: В истории человечества лишь немногие материалы имели такое же решающее значение, как железо. Постепенно металлы вытиснили камень, бывший единственным орудием труда. Люди узнали, что добытый в самородном виде металл после обработки становится прочным, пластичным и пригодным для изготовления орудий труда. Наиболее древние народы, давно исчезнувшие цивилизации оставили наряду с другими следами своей культуры изделия из железа. На Руси кузнечным делом начали заниматься в VI-IV веках до н.э. Позднее русские мастера научились ковать из металла мечи, серпы, ножи, кольчуги, шлемы, искусство изготовления которых поражает современных специалистов. Труд кузнецов тогда был ручным, но в начале XVIII века, при Петре первом, было создано много оружейных заводов, их использовали ковочные рычажные ножницы с водяным приводом. Кузнечное дело совершенствовалось и в 1800 г. кузнец Тульского оружейного завода В.А. Пастухов первым применил штамповку. В середине XIX века появились паровые молоты и гидропрессы. Железо можно причислить к материалам, обрабатываемым с целью не только получения полезных вещей, но и создания произведений искусства. В этом случае железо всегда использовали, как в комбинации с другими материалами, так и в чистом виде. |